

数控加工中心如何应对工件尺寸偏差?
数控加工中心的加工原理是通过数控系统的数字运算,然后向伺服驱动装置发出控制信号;带动驱动伺服电机转动,再经机械进给装置递给工作台,使工件与刀具之间产生相对运动,进而实现数控加工。但是,在数控加工中心的实际加工常常出现工件与刀具之间并未完全按照指令值进行相对移动,造成加工零件尺寸与设计不符、工件尺寸存在偏差。这一问题应该如何解决呢?
数控加工中心的加工尺寸出现偏差,通常是因为:
一、伺服电机的实际转位值虽然与指令转位置相符,但工件和刀具的实际相对移动未达到要求;
二、伺服电机的实际转位值与指令转位值不符;
三、数控加工中心传动系统回零位置偏差;
四、外界干扰造成的一些机械故障;
解决这类状况的发生可以借助数控加工中心独特的性能——误差补偿功能
数控加工中心的数控系统和电子控制装置,这类系统都具有误差补偿功能,因而采用软件补偿是解决和预防数控加工中心工件尺寸偏差最好的方法。其中,最常用的方法是插补算法和刀具补偿。
1.刀具补偿
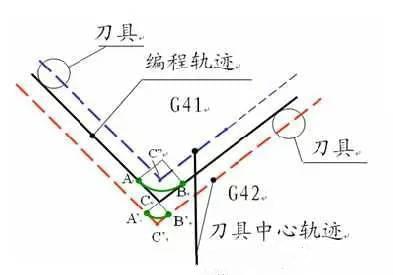
刀具补偿法是数控加工中心预防工件尺寸偏差过大,最常用的的补偿手段。要对两段轨迹的交换类型进行判断。根据两段程序轨迹的矢量夹角和刀具补偿方向的不同,程序段过渡的刀具半径补偿方法分为伸长型、缩短型和插入型这三种转接过渡方式。
2.插补算法补偿
数控加工中心的数据组只能是一段轨迹的起点和终点坐标值。因此可以在起点和终点间进行数据点密化工作,这就是插值算法的原理。通过插补可以实时控制刀具在整个加工过程中的切削运动轨迹,的降低因一些不可预知的原因对工件加工尺寸过大造成的影响。从而实现工件的高精度加工。
工件尺寸的偏差的修正功能是数控加工中心高精高效的特点的良好体现,小编相信在未来数控加工中心的功能应用会越来越完善。
相关文章




加工中心视频

- 成海五轴加工中心14CIMES演示视频
描述:第14届中国国国际机床工具展览会,成海五轴加工中心现场演示视频

- vk636加工中心加工视频现场-主轴中心出水
描述:徐州客户调试vk636加工中心现场视频-加工中心主轴中心出水

- vmc1270加工中心加工试件视频
描述:成海vmc1270加工中心-潍坊客户现场试件

- vk636加工中心加工视频
描述:成海vk636加工中心加工视频