

加工中心编程实例教学—第二篇
看过上一篇的朋友应该对数控加工中心编程有了初步的了解,其实上一篇的内容是较为基础的零件加工程序。今天小编给大家整理的是较为复杂的编程实例教学,分别是型腔加工,钻孔、攻丝加工镗孔加工。让我们一起来看下吧。
实例四 型腔加工
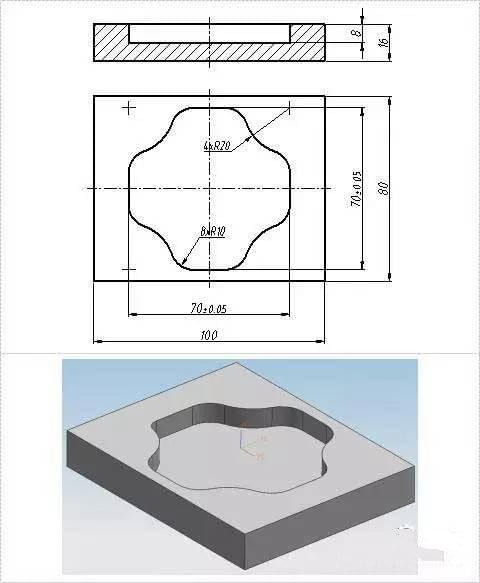
参考程序:
(1)型腔内粗加工程序
O0001;(主程序)
G90 G40 G21 G94 G17;
G91 G28 Z0;
G90 G54 M3 S480;
G00 X0 Y0;
Z5.0 M08;
G01 Z0 F50;
M98 P0002 L02;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
O0002;(子程序)
G91 G01 Z-4.0 F40;
G90 G01 X7.0 Y0 F48;
G03 I-7.0 J0;
G01 X19.0 Y0;
G03 I-19.0 J0;
G01 X0 Y0 F100;
M99;
(2)型腔内轮廓精加工程序
O0003;(主程序)
G90 G40 G21 G94 G17;
G91 G28 Z0;
G90 G54 M3 S480;
G00 X5.0 Y0;
Z5.0 M08;
G01 Z0 F80;
M98 P0004 L02;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
O0004;(子程序)
G91 G01 Z-4.0 F80;
G90 G41 D01 G01 X20.0 Y-15.0 F48;
G03 X35.0 Y0 R15.0;
G01 Y6.7157;
G03 X28.3333 Y16.1438 R10.0;
G02 X16.1438 Y28.3333 R20.0;
G03 X6.7157 Y35.0 R10.0;
G01 X-6.7157;
G03 X-16.1438 Y28.3333 R10.0;
GO2 X-28.3333 Y16.1438 R20.0;
G03 X-35.0 Y6.7157 R10.0;
G01 Y-6.7157;
G03 X-28.3333 Y-16.1438 R10.0;
G02 X-16.1438 Y-28.3333 R20.0;
G03 X-6.7157 Y-35.0 R10.0;
G01 X6.7157;
G03 X16.1438 Y-28.3333 R10.0;
G02 X28.3333 Y-16.1438 R20.0;
G03 X35.0 Y-6.7157 R10.0;
G01 Y0;
G03 X20.0 Y15.0 R15.0;
G40 G01 X5.0 Y0;
M99;
实例五 钻孔、攻丝加工
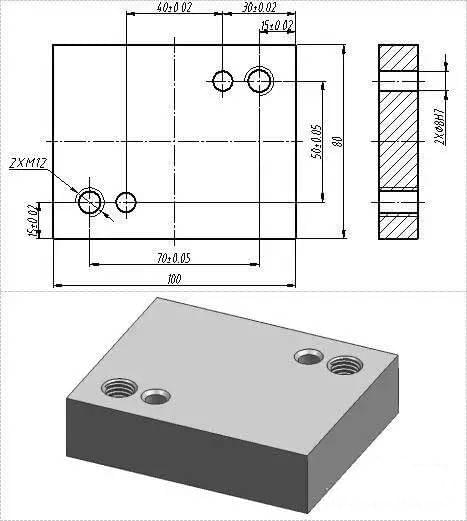
参考程序:
O0001;
G91 G28 Z0;
M06 T1;
G90 G17 G49 G21 G94;
G54 M3 S1200;
G00 X20.0 Y100.0 M08;
G43 H01 G00 Z50.0;
G99 G81 X-15.0 Y65.0 Z-4.0 R5.0 F80;
G98 X-30.0;
G00 X-120.0;
Y15.0;
G99 G81 X-85.0 Y15.0 Z-4.0 R5.0 F80;
G98 X-70.0;
G91 G28 Z0 M09;
M06 T02;
G90 G49 G54 M3 S550;
G00 X20.0 Y100.0 M08;
G43 H02 G00 Z50. ;
G99 G73 X-15.0 Y65.0 Z-20.0 R5.0 Q2.0 F60;
G98 X-30.0;
G00 X-120.0;
Y15.0;
G99 G73 X-85.0 Y15.0 Z-20.0 R5.0 Q2.0 F60;
G98 X-70.0;
G91 G28 Z0 M09;
M06 T03;
G90 G49 G54 M3 S500;
G00 X20.0 Y100.0 M08;
G43 H03 G00 Z50. ;
G98 G83 X-30.0 Y65.0 Z-21.0 R5.0 Q2.0 F60;
G00 X-120.0;
Y15.0;
G98 G83 X-70.0 Y15.0 Z-21.0 R5.0 Q2.0 F60;
G91 G28 Z0 M09;
M06 T04;
G90 G49 G54 M3 S450;
G00 X20.0 Y100.0 M08;
G43 H04 G00 Z50. ;
G98 G81 X-15.0 Y65.0 Z-21.0 R5.0 F50;
G00 X-120.0;
Y15.0;
G98 G81 X-85.0 Y15.0 Z-21.0 R5.0 F50;
G91 G28 Z0 M09;
M06 T05;
G90 G49 G54 M3 S350;
G00 X20.0 Y100.0 M08;
G43 H05 G00 Z50.0;
G99 G82 X-15.0 Y65.0 Z-6.0 R5.0 P2000 F60;
G98 X-30.0;
G00 X-120.0;
Y15.0;
G99 G82 X-85.0 Y15.0 Z-6.0 R5.0 P2000 F60;
G98 X-70.0;
G91 G28 Z0 M09;
M06 T06;
G90 G49 G54 M3 S50;
G00 X20.0 Y100.0 M08;
G43 H06 G00 Z50.0;
G98 G85 X-30.0 Y65.0 Z-18.0 R5.0 F40;
G00 X-120.0;
Y15.0;
G98 G85 X-70.0 Y15.0 Z-18.0 R5.0 F40;
G91 G28 Z0 M09;
M06 T07;
G90 G49 G54 M3 S100;
G00 X20.0 Y100.0 M08;
G43 H07 G00 Z50.0;
G98 G84 X-15.0 Y65.0 Z-19.0 R5.0 F175;
G00 X-120.0;
Y15.0;
G98 G84 X-85.0 Y15.0 Z-19.0 R5.0 F175;
G91 G28 Z0 M09;
M30;
实例六 镗孔加工
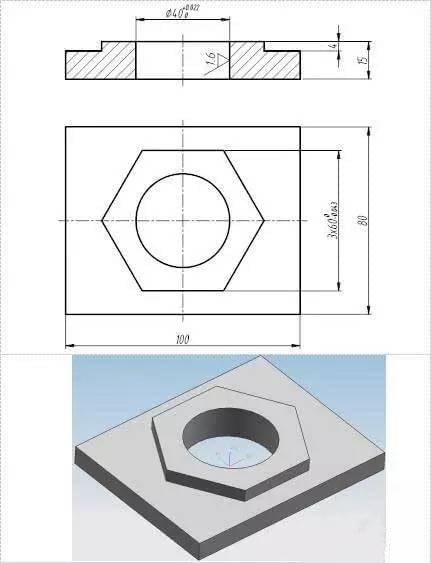
参考程序:
O0001;
G91 G28 Z0;
M06 TO1;
G90 G94 G49 G17 G40 G21;
G54 M03 S400;
G43 H01 G00 Z50.0 M08;
X-46.0 Y55.0;
Z5.0;
G01 Z-4.0 F80;
Y-55.0 F60;
X46.0 F1000;
Y55.0 F60;
G41 D01 G01 X17.321 Y30.0 F60;
X34.641 Y0;
X17.321 Y-30.0;
X-17.321;
X-34.641 Y0;
X-17.321 Y30.0 ;
X-20.0;
G40 G01 X65.0 Y55.0 F300;
G91 G28 Z0 M09;
M06 T03;
G90 G54 G49 G40 M03 S1200;
G43 H03 G00 Z50.0 M08;
G98 G81 X0 Y0 Z-4.0 R5.0 F60;
G91 G28 Z0 M09;
M06 T04;
G90 G54 G49 G40 M03 S500;
G43 H04 G00 Z50.0 M08;
G98 G81 X0 Y0 Z-20.0 R5.0 F60;
G91 G28 Z0 M09;
G28 X0 Y0;
M06 T05;
G90 G54 G49 G40 M03 S350;
G43 H05 G00 Z50.0 M08;
G98 G73 X0 Y0 Z-22.0 R5.0 Q2.0 F50;
G91 G28 Z0 M09;
G28 X0 Y0;
M06 T06;
G90 G54 G49 G40 M03 S250;
G43 H06 G00 Z50.0 M08;
G98 G73 X0 Y0 Z-25.0 R5.0 Q2.0 F45;
G91 G28 Z0 M09;
G28 X0 Y0;
M06 T07;
G90 G54 G49 G40 M03 S200;
G43 H07 G00 Z50.0 M08;
G98 G73 X0 Y0 Z-26.0 R5.0 Q2.0 F40;
G91 G28 Z0 M09;
M06 T02;
G90 G54 G49 G40 M03 S800;
G43 H02 G00 Z50.0 M08;
X46.0 Y55.0;
Z5.0;
G01 Z-4.0 F80;
G41 D02 G01 X17.321 Y30.0 F60;
X34.641 Y0;
X17.321 Y-30.0;
X-17.321;
X-34.641 Y0;
X-17.321 Y30.0;
X-20.0;
G40 G01 X65.0 Y55.0 F300;
G91 G28 Z0 M09;
M06 T08;
G90 G54 G49 G40 M03 S800;
G43 H08 G00 Z60.0 M08;
G98 G85 X0 Y0 Z-17.0 R5.0 F60;
G91 G28 Z0 M09;
M06 T09;
G90 G54 G49 G40 M03 S1500;
G43 H09 G00 Z60.0 M08;
G98 G85 X0 Y0 Z-17.0 R5.0 F50;
G91 G28 Z0 M09;
G28 X0 Y0;
M30;
相关文章




加工中心视频

- 成海五轴加工中心14CIMES演示视频
描述:第14届中国国国际机床工具展览会,成海五轴加工中心现场演示视频

- vk636加工中心加工视频现场-主轴中心出水
描述:徐州客户调试vk636加工中心现场视频-加工中心主轴中心出水

- vmc1270加工中心加工试件视频
描述:成海vmc1270加工中心-潍坊客户现场试件

- vk636加工中心加工视频
描述:成海vk636加工中心加工视频