

立式加工中心和卧式加工中心的核心科技—斗笠式自动换刀装置
小编这篇文章主要介绍立式加工中心和卧式加工中心斗笠式自动换刀装置的设计。斗笠式刀库的自动换刀装置主要由刀库横移装置和刀库分度装置组成。其自动换刀的形式为无机械手换刀,换刀过程中刀盘需要横向移动到合适的位置使机床主轴便于与刀库交换刀具,其换刀速度要快于圆盘式刀库。刀库的选刀方式为任意选刀,换刀过程中,刀盘需要转动从而进行选刀,这就需要刀库分度装置对装有刀具的刀盘进行分度,并且利用接触传感器对刀具进行计数,并把所得的电信号传递给数控系统,从而实现刀具的快速准确选择。
数控加工中心的分类
数控立式加工中心
这类加工中心一般用于加工盘、套、板类零件,工件一次装夹后,可对其表面上进行铣、钻、扩、锪、攻螺纹等以及侧面的轮廓加工。因此,这类加工中心是数控加工中心中数量最多的一种,应用范围也最为广泛。从机床数控系统控制的坐标数量来看,目前三坐标数控立式加工中心仍占大多数。成海数控可按客户需求为您添加四轴或多轴。一般可进行三坐标联动加工,但也有部分机床只能进行三坐标中的任意二个坐标联动加工。此外,还有机床主轴可以绕X、Y、Z坐标轴中其中一个或两个轴作数控摆角运动的四坐标和五坐标数控立式加工中心。一般来说,机床控制的坐标轴越多,特别是要求联动的坐标轴越多,机床的功能、加工范围及可选择的加工对象也越多。但随之而来的是机床的结构更复杂,对数控系统的要求更高,编程的难度更大,设备的价格也更高。
数控卧式加工中心
这类数控加工中心一般都带有回转工作台,工件一次装夹后可完成除安装面和顶面以外的其余四个面的各种工序加工,适宜于箱体类零件加工。与通用卧式加工中心相同,其主轴平行于水平面。为了扩大加工范围和扩大功能,卧式数控加工中心通常采用增加数控转盘或万能数控转盘来实现4、5坐标加工,这样,不但工件侧面上的连续回转轮廓可以加工出来,而且可以实现在一次安装中,通过转盘改变工位,进行“四面加工”,可以省去许多专用夹具或专用角度成型铣刀。
自动换刀装置
在零件制造过程中,大量的时间用于更换刀具,切削加工时间仅占整个工时中较小的比例。为了缩短非切削时间,提高机床的自动化程度,机床正朝着一台机床在一次装夹中完成多工序的方向发展。在这类多工序的数控机床中,必须带有自动换刀装置。自动换刀装置的功能就是储备一定数量的刀具并完成刀具的自动交换。它应当满足换刀时间短、刀具重复定位精度高、刀具储存量足够、结构紧凑及安全可靠等要求。
刀库类型
根据刀库的容量和存取刀具的方式,刀库可设计成多种形式。目前常见的刀库类型如下:
(1)盘式刀库
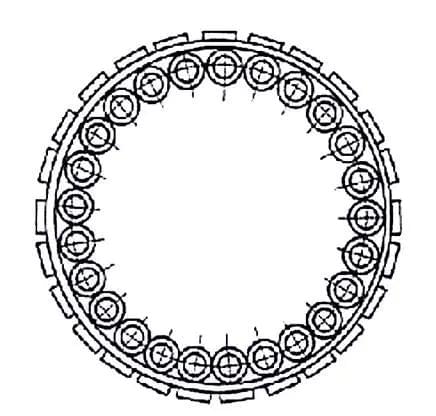
此刀库结构简单,应用较多。如上图所示,由于刀库呈环形排列,空间利用率低,因此出现了刀具在盘中进行双环和多环排列,以增加空间的利用率的设计。但这样一来,刀库的外径较大,转动惯量也很大,选刀时间也较长。因此,盘式刀库一般适用于刀具容量较小的刀库。
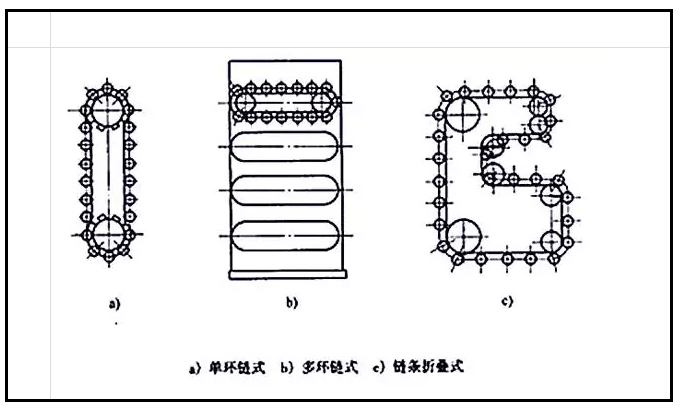
(2)链式刀库
(3)格子箱式刀库
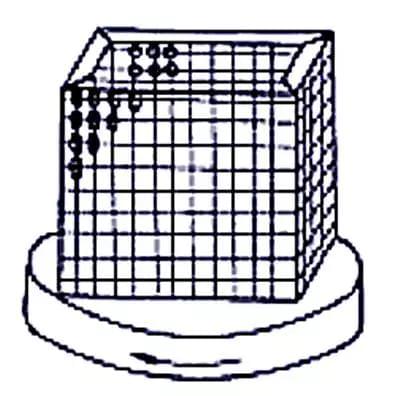
该种刀库结构紧凑,刀库空间利用率高,换刀时间较长。布局不灵活,通常刀库安装在工作台上,应用者较少。
大家可以看到以上三种刀库多多少少都有不理想的方面,而斗笠式刀库的诞生使加工中心刀库技术得到了质的飞跃。
笠式自动换刀装置的设计,其主要由刀库横移装置和刀库分度装置组成。因此,本设计基本上就是对这两个装置的设计。
刀库的横移装置,是在进行换刀的整个过程中,刀库从远离主轴的位置直线移动到主轴轴线位置,以实现换刀。斗笠式刀库横移装置,由两根圆柱导轨(滑杆)支撑,每根圆柱导轨由两个支架固定在连接板上,连接板固定在机床立柱上,实现刀库与机床立柱的连接。整个刀库可以在两根圆柱导轨上滑动,实现刀库前后运动,以完成抓刀和返回动作。
斗笠式自动换刀装置其刀库横移装置采用气压传动,而刀库分度装置则采用槽轮机构来实现。
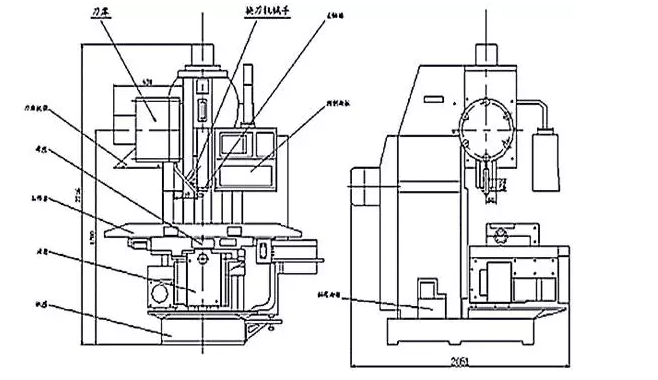
最终设计最优方案如下效果图:
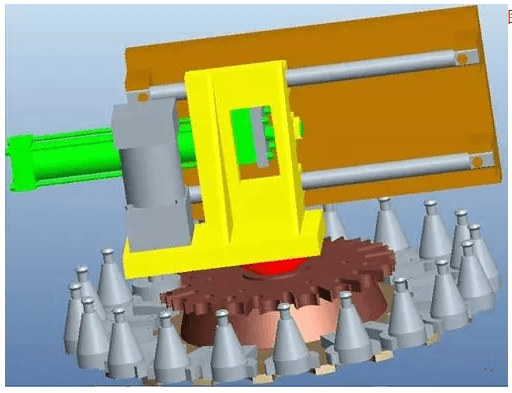
斗笠式刀库结构组成及工作原理
刀库横移装置的设计:
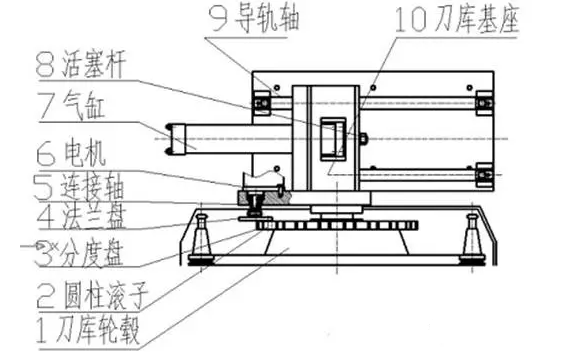
刀库刀盘的横向移动是使用气压传动机构来实现的。如图2.2所示,机床箱体上安装有两个平行的导杆9。刀库刀盘安装在刀盘基座10上,刀盘基座10安装在这两个导杆9上并可以沿着导杆9作横向移动。同时,气缸7固定安装在机床箱体上,刀盘基座10与气缸7中的柱塞8固定连接。通过柱塞8的横向移动来实现刀盘基座10的横向移动,从而带动刀盘在初始位置和换刀位置之间的切换运动。气缸7上装有两个磁环开关,当左端磁环开关亮时,气缸处于原始状态;当右端磁环开关亮时,气缸处于推出信号状态,这时柱塞会右移,刀盘会移动到换刀位置。
刀库分度装置的设计:
本文设计的斗笠式刀库的分度装置,如图2.2所示,由电机6、连接轴5、法兰盘3,刀库鼓轮1、分度盘4、圆柱滚子2等零部件组成,分度装置的电机连接轴5的轴线与分度盘4、刀库鼓轮1的回转轴线平行。刀库选刀时,首先由刀库回转电机得到旋转指令,连接轴5通过轴套带动法兰盘3旋转,从而使在法兰盘3上的圆柱滚子2绕法兰中心转动;当圆柱滚子2转动一定角度,进入分度盘4的分度槽中,拨动分度盘4开始作转位运动;当分度盘4转过一定的角度后,圆柱滚子2从分度槽中脱出,刀库鼓轮1(分度盘通过螺钉与刀库鼓轮连在一起转动)即静止不动。
法兰盘3每回转一圈,就驱动分度盘4转过一个槽。电机是连续匀速运动的,从而带动法兰盘3与圆柱滚子2连续匀速转动。但圆柱滚子2是间断性的转入分度槽的,从而使刀库轮毂得到周期性间歇运动,起到了刀库的分度作用。分度盘4与刀库鼓轮1同轴,分度盘4的分度槽数与刀库鼓轮1上的刀数一致。法兰盘3不断回转,分度盘4就不停地进行分度,刀库鼓轮1就不断重复上述的运动循环,从而将下一个工序所需刀具的刀位转到换刀位置上,以便让主轴进行换刀,实现刀库的自动换刀。