

数控加工中心为何高效?自动换刀有门道
近十年来数控技术的迅猛发展使得数控设备不再“神秘”,也逐渐走入“寻常百姓家”。越来越多的机加工车间、工厂引进数控设备进行日常生产正是看重此类设备高精高效的特点。cnc加工中心可以说是小型数控机加工的代表机型,那么它的高效加工是入如何实现的呢?
我们常说,数控加工中心的一体化程度很高,可以通过一次装夹完成对各种盘类、板类、壳体、凸轮、模具等复杂零件的钻、铣、镗、扩、铰、刚性攻丝加工。这是因为加工中心可以自动换刀这一功能,而自动换刀的实现跟刀库设备和数控编程密不可分。

刀库是支撑数控加工中心完成自动换刀的核心硬件,机械手刀库是实现自动换刀的关键。在需要批量完成产品的订单生产中,如果一类产品换一次刀,不仅无法保证高效,还会大大浪费加工时间。自动换刀过程分为:装刀、选刀、换刀三部分,因此带有机械手的圆盘刀库具有很大的优势。
有了硬件支持后,自动换刀如何执行呢?这就需要编写适合自动换刀识别的代码。一般就是TM06代码,T代表刀具编号。比如,D10的刀具编号是01,那自动换刀指令就是T01 M06。
刀具编号是可以自己随意制定的。如果您的圆盘刀库可以收纳24把刀,那么编号可以自己编好。以UG编程软件为例,制定刀具编号后,在后处理程序中才会显示换刀指令。具体方法如下:
新建刀具
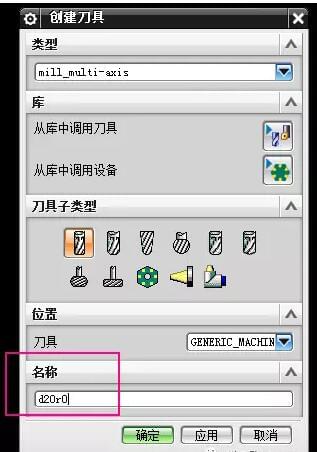
输入刀具参数,在编号这里输入刀具号,这个刀具号自己随意定制,能和机床刀具库里面的刀具编号对上就行,比如,你想调01号刀具直径为20的,在机床刀具库里面的01号库必须是D20的刀具。
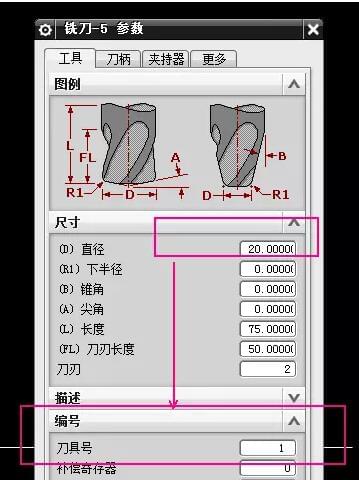
刀具编号在这里输入
这样后处理出来的换刀指令代码就是T01 M06 ,这个T01就是刀具号。
自动换刀虽然是数控加工中心基本的特点,但也是数控技术的不断发展才得以实现的。在未来的机加工行业里,数控加工一定是种不可逆转的趋势,数控加工中心也必将越来越被需要。
相关文章




加工中心视频

- 成海五轴加工中心14CIMES演示视频
描述:第14届中国国国际机床工具展览会,成海五轴加工中心现场演示视频

- vk636加工中心加工视频现场-主轴中心出水
描述:徐州客户调试vk636加工中心现场视频-加工中心主轴中心出水

- vmc1270加工中心加工试件视频
描述:成海vmc1270加工中心-潍坊客户现场试件

- vk636加工中心加工视频
描述:成海vk636加工中心加工视频