

加工中心对刀很难?成海教您三招搞定
说起加工中心的重要技能有哪些,对刀一定位列其中。对刀的精度可以影响工件的加工精度,对刀效率还影响数控加工效率。然而不少厂家朋友关于对手的技术没有完备的了解,认为加工中心对刀很难。其实并不是这样。接下来成海小编介绍三种对刀方式相信可以帮您轻松搞定对刀难题。
很多厂家朋友认为对刀难其实是因为没有完备的对刀方法,仅凭操机的师傅作业经验难免会出现误差,因此精度无法获得保证。对刀的目的是为了建立工件坐标系。简单来说,对刀是确立工件在加工中心工作台上的位置,就是要求刀点在加工中心坐标系上的坐标位置。对于数控加工中心来说,在加工前首先要选择对刀点,对刀点是指加工中心工作时,刀具相对于工件运动的起点。对刀点可以设置在夹具或设备上,也可以设在工件上。
对刀方法详细讲:
首先介绍一种简单的对刀方法,借助专用对刀器、对刀仪。

传统的对刀方式主要借助师傅的人为经验、因此具有安全性差、占用机时多、随机性误差等问题。已经愈发不适应与加工中心的快节奏,更不利于发挥数控加工中心的作用。
使用专用的对刀器、对刀仪可以满足精度高、效率高、安全性好等优点,把繁琐的,误差性大的人工对刀简单化、系统化。保证了数控加工中心的高效高精度特点的发挥,已成为数控加工解决刀具对刀不可或缺的一种专用工具。
但是购置对刀仪需要承担额外的费用,进口对刀设备更是价格不菲,无疑会加大生产成本。虽然对刀仪好用便捷,但是也不是众多厂家的优先级考虑。
普遍的对刀方法,试切对刀法。
这种方法操作简单方便,对刀精度适中,不足之处是会在工件表面留下切削痕迹。这点无法避免,试切过程所导致。
以图一为例说明此方法,精髓在于工件表面中心位置为例采用双边对刀方式,分别向x,y向对刀和向Z向对刀。
x,y向对刀的目的是为了测出坐标值。
1.将工件通过夹具装在工作台上,装夹时,工件的四个侧面都应留出对刀的位置。2.然后启动主轴选择中速旋转,快速移动工作台和主轴,让刀具快速移动到靠近工件左侧有一定安全距离的位置,然后降低速度移动至接近工件左侧。3.当刀具靠近工件时改用微调操作,可以用0.01mm。让刀具慢慢接近工件左侧,使刀具恰好接触到工件左侧表面再回退0.01mm。记下此时机床坐标系中显示的坐标值,如-240.500。4.沿z正方向退刀,至工件表面以上,用同样方法接近工件右侧,记下此时机床坐标系中显示的坐标值,如-340.500。5.据此可得工件坐标系原点在加工中心坐标系中坐标值为{-240.500+(-340.500)}/2=-290.500。6.同理可测得工件坐标系原点在机床坐标系中的坐标值。
然后测出Z向坐标值。
将测得的x,y,z值输入到机床工件坐标系存储地址G5中(一般使用G54-G59代码存储对刀参数)。
进入面板输入模式,输入“G5*”,按启动键(在自动模式下),运行G5*使其生效。就可以完成一次完整的试切对刀了。
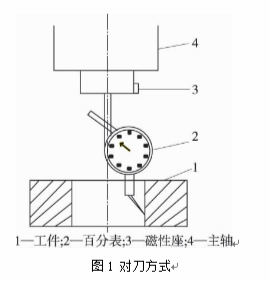
最后一种对刀方法是借助百分表、千分表。

该方法一般用于圆形工件的对刀。将百分表的安装杆装在刀柄上,或将百分表的磁性座吸在主轴套筒上,移动工作台使主轴中心线(即刀具中心)大约移到工件中心,调节磁性座上伸缩杆的长度和角度,使百分表的触头接触工件的圆周面,(指针转动约0.1mm)用手慢慢转动主轴,使百分表的触头沿着工件的圆周面转动,观察百分表指针的便移情况,慢慢移动工作台的轴和轴,多次反复后,待转动主轴时百分表的指针基本在同一位置(表头转动一周时,其指针的跳动量在允许的对刀误差内,如0.02mm),这时可认为主轴的中心就是轴和轴的原点。然后卸下百分表装上铣刀进行加工就可以了。
对刀影响加工中心的精确程度和工件的加工效率,更是事关订单的完成情况。如果您对加工中心对刀方法还有进一步了解需求也欢迎您与我们联系,选择成海就是选择了我们精益求精的质量和孜孜以求的服务。成海机床将是您加工中心事业上的终生朋友。
相关文章




加工中心视频

- 成海五轴加工中心14CIMES演示视频
描述:第14届中国国国际机床工具展览会,成海五轴加工中心现场演示视频

- vk636加工中心加工视频现场-主轴中心出水
描述:徐州客户调试vk636加工中心现场视频-加工中心主轴中心出水

- vmc1270加工中心加工试件视频
描述:成海vmc1270加工中心-潍坊客户现场试件

- vk636加工中心加工视频
描述:成海vk636加工中心加工视频